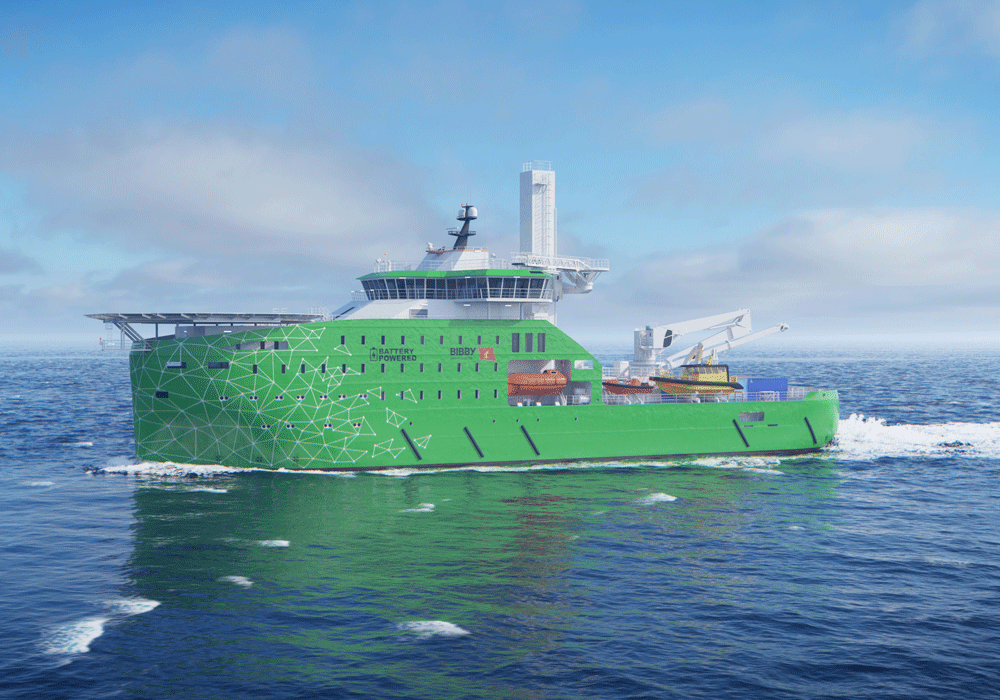
Bibby takes the fossil out of fuel
Fully electric, eCSOV’s are being designed in Spain for Bibby Marine. Battery power, with enough energy to power a CSOV for 24hours, will increase efficiency and cut costs according to the company. New and more thermally stable batteries will aid the transition.